












產品詳情
深熔TIG高熔深焊機焊接系統比等離子弧焊熔深更大速度更快是將傳統氬弧焊的高品質和清潔度與等離子焊接工藝的穿透深度相結合,這項專利技術是對鎢極氬弧工藝進行廣泛而科學研究,以及電弧特性,焊池穩定性,散熱和工藝效率方面的創新成果。
K TIG深熔弧焊擁有8倍于GTAW的穿透率,使其能夠在單道次厚度為16 mm的材料中執行X射線質量焊接,而無需邊緣倒角。 由此產生的焊接速度高達傳統TIG / GTAW的10倍。 耗氣量減少90%以上,焊絲消耗量減少超過90%。K TIG深熔氬弧焊工藝的物理特性在焊接電弧中產生高能量密度,從而打開“鎖眼”并完全穿透被焊接材料并高速焊接。 與鑰匙孔幾何形狀相關的表面能量的*小化和電弧氣體的相對不受限制的出口的組合產生了非常穩定和良性的熔池。通過該過程產生的金屬表面張力防止熔池內的熔融金屬從根面掉落進而達到動態平衡。
深熔tig焊接機焊炬設計用于將高電流電弧轉換為等離子體射流,完全穿透材料并在材料底部形成高表面張力熔池,通過控制表面張力,K TIG深熔氬弧焊可以在焊接時保持并穩定熔融材料的重量。 這個過程的穿透能力因材料而異,例如它可以在厚度為13毫米的奧氏體不銹鋼上實現全焊透的單道焊接,也可以在16鈦合金上實現全焊透的單道焊接。 這種令人印象深刻的熔深能力的一個關鍵優勢是,不需要邊緣倒角或組對縫隙,所需要的只是一個簡單的方形對接。

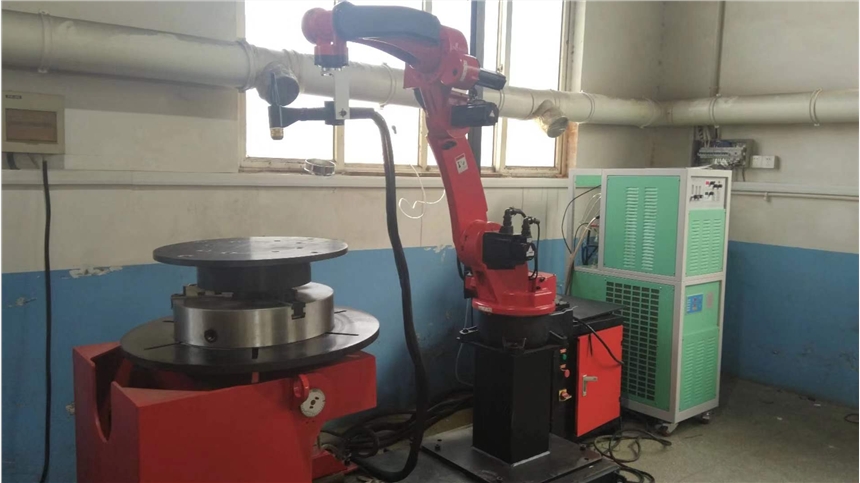
SWS-1000型高深熔STIG焊接系統采用一體化設計,焊接電源系統、冷卻系統、弧壓跟蹤系統集成一體,設備簡潔、優化故障率低,操作靈活方便。
SWS-1000型高深熔STIG焊接系統自帶弧壓跟蹤系統,可以自動跟蹤焊縫的高低變化,保證鎢極與焊縫的距離恒定,增加對焊縫縫隙的適應性,實現焊縫的一致性和高品質,
同時,系統具備通信功能,可以實現與外圍自動化設備的無縫連接,實現焊接參數(焊接電流變化:電流的上升、下降,氣體保護時間的設置:提前送氣、滯后停氣等)的遠程控制,滿足焊接過程動態焊接的需求,實現全自動化焊接。
1、石油化工行業。
2、食品和制藥行業。
3、航空航天。
4、電力行業,發電廠(包括核電工業)。
5、水處理行業。
6、造船。
7、鍋爐及壓力容器(主要包括:管道,熱交換器,壓力容器,儲罐,反應器等常壓及高壓管道容器制造過程的直焊逢和環焊縫的焊接)。
8、大型基礎設施建設中管道的預制及板材的拼合
1、高速度、高品質、高效率
SWS-1000型高深熔STIG焊接系統是采用高效電磁壓縮電弧,電弧能量密度高,焊接過程形成穩定的小孔效應,穿透能力強,可一次性焊透10MM的鋼板,單面焊雙面成型,焊縫美觀,焊接效率高焊接質量好,無氣孔、夾渣等現象,拍片一次通過率達到95%以上,焊接速度快,以10mm的不銹鋼為例焊接速度可達300mm/min是普通TIG焊的8倍以上,因此與傳統的GMAW/TIG焊接工藝等比較具有明顯的優勢。 


2、節省人力物力,節省成本
SWS-1000型高深熔STIG焊接系統的高效焊接,一定厚度下無需開坡口的特點,省去了開坡口和坡口焊道的反復填充焊,可節省一定的設備、人力、耗材;一次性全熔透性的高質量焊接,減少了氣孔、夾渣等現象,避免了其他常規焊接氣孔、夾渣等現象的后期打磨補焊過程,大量的節省了人力;單面焊雙面成型,背面焊縫窄,焊縫寬度在2-3mm左右,免去了背面清根的繁瑣,節省大量的人力物力;同時在普通低碳鋼中厚板焊接、厚板深坡口打底工藝上,其質量、效率及成本的優勢也是目前其它技術無比擬的,比傳統的埋弧焊、GMAW更具有競爭優勢。

