







產品詳情
環氧粉末是一種防腐結構,是*一代應用于長距離輸水管道的防腐形式,與傳統輸送管道對比,具有諸多優勢特點,管道外防腐為3PE,管道內防腐為熔結環氧粉末,管道內壁的防腐標準達到了食品級防腐鋼管工程按照國家標準施工可以埋地使用50年保證管道正常使用。環氧粉末防腐鋼管--外3PE內熔結環氧防腐鋼管是在外單層聚乙烯內環氧復合鋼管的基礎上升級換代產品,是目前埋地長輸管線*的鋼管防腐形式
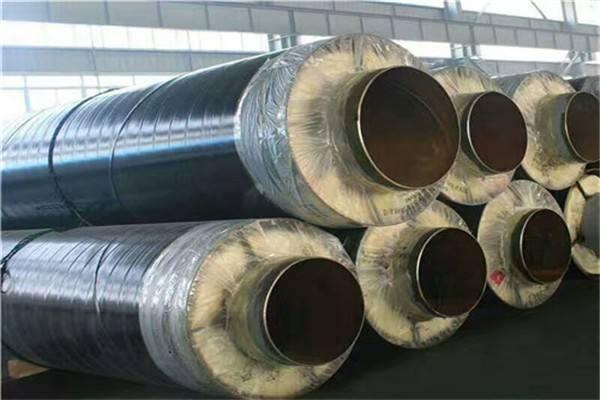
外壁采用熱熔結纏繞工藝底層環氧樹脂中間層膠黏劑、外層聚乙烯形成三層結構的防腐層內壁采用熱噴涂環氧粉末防腐方式,將粉末經高溫加熱熔結后均勻地涂敷在管體表面上形成鋼塑合金層,簡稱環氧粉末鋼管極大提高了涂層附著力及涂層厚度,增強了耐磕碰,耐腐蝕的能力該產品于2009年獲取國家實用新型專利。20年獲得國家火炬項目。環氧粉末鋼管填補了國內鋼管*防腐的空白,價格與單層聚乙烯內熔結環氧復合鋼管相差無幾,耐腐蝕能力提高了3-5倍
內外涂環氧粉末鋼管首先對基管做預處理----對鋼管進行打磨(優點:自動噴涂使基材內外壁涂層均勻,流平性好。打磨好的鋼管放入電熱烘箱進行預熱,當溫度達到230°~250°(一般預熱一個半小時左右))----對預熱好的管材進行涂裝----涂裝好后,放入固化箱固化(當溫度達到200度時保持15分鐘)----成品。噴涂后加熱設備預熱到180度對噴涂好的基材進行固化.
優點:噴涂的時候環氧樹脂粉末還沒有完全的熔結于基材內外壁,經過30分鐘的預熱固化,使環氧樹脂內的固化劑完全固化,使得內外壁的涂層附著力更強在我國*早的內外涂環氧樹脂鋼管基管都是鍍鋅鋼管,后來發現內壁鍍鋅層對提高內涂層附著力沒有好處,反而有影響,同時增加了鍍鋅工藝的成本,為了提高內涂層的附著力,對鍍烯內外噴涂工藝:采用靜電吸附理論,
通過鋼管前處理,用噴進行噴涂聚乙烯或環氧樹脂粉末。又稱涂塑鋼管第二代防腐,內外環氧復合鋼管。淋涂工藝:又稱幕簾法,通過盛有粉末的篩子采用淋涂的方式,涂覆在加熱后的鋼管外壁上。內外涂環氧樹脂鋼管首先對基管做預處理----對鋼管進行打磨(優點:自動噴涂使基材內外壁涂層均勻,流平性好。打磨好的鋼管放入電熱烘箱進行預熱,當溫度達到230°~250°(一般預熱一個半小時左右))----對預熱好的管材進行涂裝----涂裝好后
外壁采用熱熔結纏繞工藝底層環氧樹脂中間層膠黏劑、外層聚乙烯形成三層結構的防腐層內壁采用熱噴涂環氧粉末防腐方式,將粉末經高溫加熱熔結后均勻地涂敷在管體表面上形成鋼塑合金層,簡稱環氧粉末鋼管極大提高了涂層附著力及涂層厚度,增強了耐磕碰,耐腐蝕的能力該產品于2009年獲取國家實用新型專利。20年獲得國家火炬項目。環氧粉末鋼管填補了國內鋼管*防腐的空白,價格與單層聚乙烯內熔結環氧復合鋼管相差無幾,耐腐蝕能力提高了3-5倍
內外涂環氧粉末鋼管首先對基管做預處理----對鋼管進行打磨(優點:自動噴涂使基材內外壁涂層均勻,流平性好。打磨好的鋼管放入電熱烘箱進行預熱,當溫度達到230°~250°(一般預熱一個半小時左右))----對預熱好的管材進行涂裝----涂裝好后,放入固化箱固化(當溫度達到200度時保持15分鐘)----成品。噴涂后加熱設備預熱到180度對噴涂好的基材進行固化.
優點:噴涂的時候環氧樹脂粉末還沒有完全的熔結于基材內外壁,經過30分鐘的預熱固化,使環氧樹脂內的固化劑完全固化,使得內外壁的涂層附著力更強在我國*早的內外涂環氧樹脂鋼管基管都是鍍鋅鋼管,后來發現內壁鍍鋅層對提高內涂層附著力沒有好處,反而有影響,同時增加了鍍鋅工藝的成本,為了提高內涂層的附著力,對鍍烯內外噴涂工藝:采用靜電吸附理論,
通過鋼管前處理,用噴進行噴涂聚乙烯或環氧樹脂粉末。又稱涂塑鋼管第二代防腐,內外環氧復合鋼管。淋涂工藝:又稱幕簾法,通過盛有粉末的篩子采用淋涂的方式,涂覆在加熱后的鋼管外壁上。內外涂環氧樹脂鋼管首先對基管做預處理----對鋼管進行打磨(優點:自動噴涂使基材內外壁涂層均勻,流平性好。打磨好的鋼管放入電熱烘箱進行預熱,當溫度達到230°~250°(一般預熱一個半小時左右))----對預熱好的管材進行涂裝----涂裝好后
放入固化箱固化(當溫度達到200度時保持15分鐘)----成品。噴涂后加熱設備預熱到180度對噴涂好的基材進行固化,優點:噴涂的時候環氧樹脂粉末還沒有完全的熔結于基材內外壁,經過30分鐘的預熱固化,使環氧樹脂內的固化劑完全固化,使得內外壁的涂層附著力更強。環氧粉末防腐結構:采用靜電噴涂工藝在鋼管表面涂敷環氧粉末,一次成膜該涂層具有涂敷操作簡便。




