




產(chǎn)品詳情
加工高精度淬硬鋼選擇什么刀具材料 華菱立方氮化硼刀具
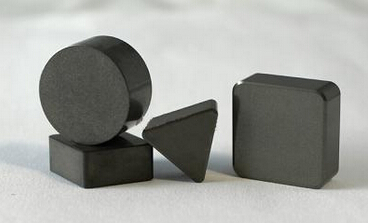
選擇硬質(zhì)合金刀具加工淬硬鋼,由于硬質(zhì)合金刀具本身刀體的硬度在HRC71-76,比較適合加工HRC45以下的淬硬鋼材料;選擇陶瓷刀具加工淬硬鋼,陶瓷刀具的硬度高于硬質(zhì)合金刀具,切削速度可高于硬質(zhì)合金刀具加工淬硬鋼,加工HRC45-55之間的淬硬鋼選擇陶瓷刀具最合適,但由于其本身的抗沖擊性的局限性,只能用于精加工;選擇立方氮化硼刀具加工淬硬鋼,硬度高于硬質(zhì)合金刀具和陶瓷刀具,但立方氮化硼刀具的缺點與陶瓷刀具一樣脆性大,所以加工淬硬鋼效果也不是太好,直到華菱超硬推出了BN-S20等一系列牌號,使加工HRC45以上的淬硬鋼不再是難題。
淬硬鋼的應(yīng)用廣泛,并且產(chǎn)品較多,華菱超硬針對切削淬硬鋼推出的多種刀具牌號,粗切削淬硬鋼,精切削淬硬鋼的刀具牌號均有,粗切削淬硬鋼刀具牌號只有BN-S20牌號,是整體聚晶立方氮化硼刀具,具有良好的耐磨性和抗沖擊性,吃刀深度無上限;精切削淬硬鋼刀具牌號不止一種,下面就根據(jù)淬硬鋼的種類選擇適合精加工工序的華菱超硬刀具牌號。表格如下:
|
淬硬鋼零件 |
華菱刀具牌號(精加工) |
適合的切削參數(shù) |
||
|
吃刀深度ap(mm) |
進給量Fr(mm/r) |
切削速度Vc(m/min) |
||
|
齒輪 |
BN-H10 |
0.2 |
0.1 |
180 |
|
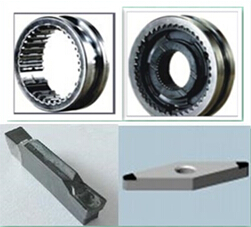
冶金軸承 |
BN-11 |
2.5 |
0.12 |
140 |
|
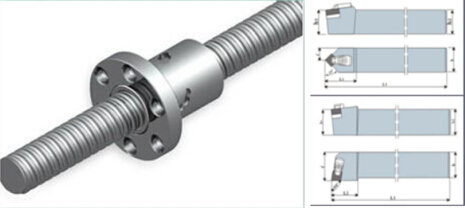
滾珠絲杠 |
BN-S20 |
4.5 |
0.10 |
90 |
|
同步器 |
BN-H20 |
0.15 |
0.1 |
170 |
|
萬向聯(lián)軸節(jié) |
BN-H10 |
0.15 |
0.15 |
190 |
|
模具 |
BN-S200 |
0.5 |
0.12 |
130 |


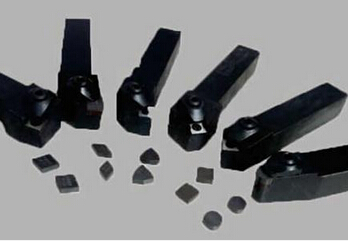
華菱超硬立方氮化硼刀具切削淬硬鋼的優(yōu)勢:(1)硬度高;(2)耐磨性和抗沖擊性能優(yōu)異,壽命長;(3)工件精度保證在Ra1.6之內(nèi),工件精美(4)高效率,低成本;(5)高速切削;(6)可代替磨削。
華菱超硬作為在業(yè)內(nèi)以立方氮化硼刀具(CBN刀片)解決方案最知名的刀具公司,一直將提高加工效率作為服務(wù)客戶的首要目標(biāo),并且以卓具特色的全方位服務(wù)體系,有效地滿足客戶的需求,華菱超硬以優(yōu)化工藝,降低成本,提高效率為目標(biāo),為客戶提供專家級的服務(wù)。
華菱微信公眾號:鄭州華菱超硬材料有限公司
聯(lián)系人:譚春萍
手機:15670623393
電話:0371-55153317
QQ:2044262268
傳真:0371-67981990
立方氮化硼刀具:http://www.hlcbn.com/
CBN刀片:http://www.hlcbn.com/
