




產品詳情
【熱后硬車】精加工淬火鋼CBN刀具丨高速高效丨華菱超硬(查看)
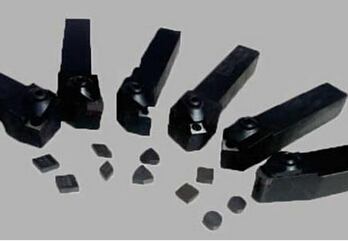
熱后硬車,以車代磨精加工淬火鋼(淬硬鋼),可選擇華菱超硬立方氮化硼刀片BN-H10,BN-H20材質牌號,比硬質合金刀頭,涂層刀具,陶瓷刀具,刀粒加工淬火鋼耐磨性高,可斷續硬態車削45號剛,模具鋼Cr12,H13等,ZG55,淬火后硬度HRC40,HRC45,HRC55,HRC62等硬度均可,加工淬火鋼(淬火件,淬火料)光潔度好。廣泛應用于加工曲軸、凸輪軸等零件,淬硬薄壁套、軸承環、齒輪內孔與端面以及量刃具等零件中,用以代替傳統的磨削工藝。

BN-H10,BN-H20熱后硬車精加工淬火鋼優勢:
1.BN-H10,針對淬火鋼的CBN刀具,可高速高效精加工熱后硬車HRC50以上淬火料,適合連續車削加工;常加工材質有20Cr,20CrMnTi,40Cr等,有滲碳淬火鋼變速箱齒輪、齒輪軸、鋼圈類,機床主軸淬火鋼零件中廣泛應用。
2.BN-H20,熱后硬車淬火鋼,在斷續車削加工以車代磨時,刀片抗震、不易打刀,可適應中強度斷續切削熱后硬車加工,如車削細長軸,桿類零件,斷續車削帶孔法蘭盤淬火鋼零件;以及熱后鏜削加工帶出油孔的內孔斷續面;車削帶內花鍵槽或外花鍵槽的斷續面淬火鋼硬面加工,以及超高溫合金的超硬加工中提高加工效率。
案例:
加工零件:萬向聯軸節

硬度:60HRC
加工工序: 精車球籠面(連續切削),干式加工,
刀片牌號:BN-H10 TNGA160408 HNC10
切削參數:ap=0.15mm;
Fr=0.15mm/r;
Vc=190m/min
刀具材質 切削速度 刀具壽命 刀具成本
華菱BN-H10 190m/min 355件/刃 0.06元/件
某歐系品牌PCBN刀片 170m/min 370件/刃 0.10元/件
延伸閱讀:
隨著國內超硬刀具行業的發展,超硬刀具已經完全可以替代國外進口刀具車削加工,但是超硬刀具在目前國內市場的占有率還不夠,沒有硬質合金使用廣泛,雖然超硬刀具加工稍高,但是加工質量,效率,壽命等綜合因素考慮,超硬刀具還是比較劃算的,只是國內對超硬刀具的認識還有欠缺。
如有加工難題,請您提供加工材料材質,材質硬度,加工部位(外圓,內孔,端面等),精度要求,單邊余量等,我們將根據這些有針對性的幫您選擇最佳刀具使用方案。
購買CBN刀具,請認準華菱超硬品牌,專業的立方氮化硼刀具生產廠家。
