







產(chǎn)品詳情




 組普通級(jí)套管和油管為H40、J55、K55和N80共4個(gè)鋼級(jí)。第二組是限定屈服強(qiáng)度的套管和油管為M65、L80、C90、C95、T95等5個(gè)鋼級(jí)。第三組為高強(qiáng)度套管和油管,僅一個(gè)鋼級(jí)P110。第四組超高強(qiáng)度套管,也是Q125一個(gè)鋼級(jí)。詳見表4-1-3,表4-1-3第二組由于化學(xué)成分的不同,又分為1、2和9Cr、13Cr四個(gè)類型,第四組同樣也分為1、2、3、4四個(gè)類型,詳見表4-1-4。在5CT的機(jī)械性能規(guī)定中,增加
組普通級(jí)套管和油管為H40、J55、K55和N80共4個(gè)鋼級(jí)。第二組是限定屈服強(qiáng)度的套管和油管為M65、L80、C90、C95、T95等5個(gè)鋼級(jí)。第三組為高強(qiáng)度套管和油管,僅一個(gè)鋼級(jí)P110。第四組超高強(qiáng)度套管,也是Q125一個(gè)鋼級(jí)。詳見表4-1-3,表4-1-3第二組由于化學(xué)成分的不同,又分為1、2和9Cr、13Cr四個(gè)類型,第四組同樣也分為1、2、3、4四個(gè)類型,詳見表4-1-4。在5CT的機(jī)械性能規(guī)定中,增加
 SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料
SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料
 使得縱橫刀架的重量盡可能的減輕。最終可將機(jī)動(dòng)部件的慣性降到最低程度,用凸輪來控制動(dòng)作就能使運(yùn)動(dòng)加速,因而也就大大的加快了自動(dòng)循環(huán)。鞍座由一花鍵軸來控制,花鍵軸通過交換齒輪與主軸聯(lián)結(jié),交換齒輪裝在車絲減速箱的扇形固定板上。用一套固定的凸輪就可使這些交換齒輪獲得最通用的、較大的螺距范圍。凸輪較現(xiàn)在數(shù)控機(jī)床普遍采用絲杠控制螺距而言,因其使用磨損小,具有產(chǎn)
使得縱橫刀架的重量盡可能的減輕。最終可將機(jī)動(dòng)部件的慣性降到最低程度,用凸輪來控制動(dòng)作就能使運(yùn)動(dòng)加速,因而也就大大的加快了自動(dòng)循環(huán)。鞍座由一花鍵軸來控制,花鍵軸通過交換齒輪與主軸聯(lián)結(jié),交換齒輪裝在車絲減速箱的扇形固定板上。用一套固定的凸輪就可使這些交換齒輪獲得最通用的、較大的螺距范圍。凸輪較現(xiàn)在數(shù)控機(jī)床普遍采用絲杠控制螺距而言,因其使用磨損小,具有產(chǎn)
 SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料
SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料





 備火電設(shè)備所需的Φ16∽Φ1066.8χ1.2∽200mm的高壓鍋爐管的生產(chǎn)能力,除少數(shù)品種外,基本上能滿足火電鍋爐制造和火電建設(shè)用管的需要。1996年天津250連軋管機(jī)組投產(chǎn),正逐步擴(kuò)大高壓鍋爐管的生產(chǎn)品種和規(guī)格,成為生產(chǎn)高壓鍋爐管的生力軍。九十年代初,我國引進(jìn)了超臨界火電機(jī)組,如1992年投運(yùn)的由瑞士和ABB-CE聯(lián)合設(shè)計(jì)供貨的兩臺(tái)600MW超臨界的機(jī)組,1994年投運(yùn)的由前蘇聯(lián)成套供
備火電設(shè)備所需的Φ16∽Φ1066.8χ1.2∽200mm的高壓鍋爐管的生產(chǎn)能力,除少數(shù)品種外,基本上能滿足火電鍋爐制造和火電建設(shè)用管的需要。1996年天津250連軋管機(jī)組投產(chǎn),正逐步擴(kuò)大高壓鍋爐管的生產(chǎn)品種和規(guī)格,成為生產(chǎn)高壓鍋爐管的生力軍。九十年代初,我國引進(jìn)了超臨界火電機(jī)組,如1992年投運(yùn)的由瑞士和ABB-CE聯(lián)合設(shè)計(jì)供貨的兩臺(tái)600MW超臨界的機(jī)組,1994年投運(yùn)的由前蘇聯(lián)成套供
 SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料
SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料



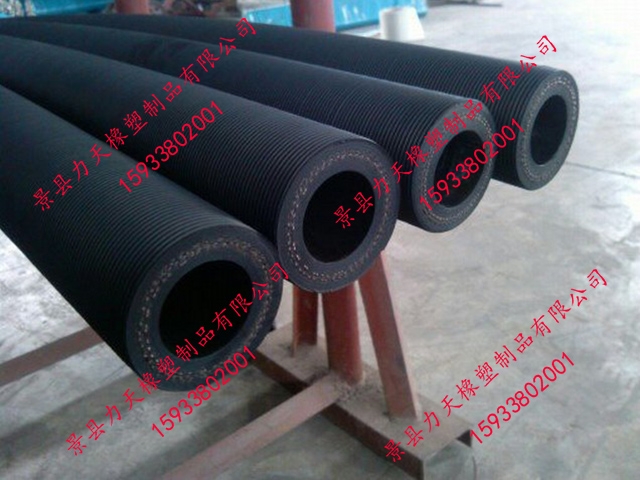
產(chǎn)品結(jié)構(gòu):SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料管體一般有耐磨耐油內(nèi)膠層、多層鋼絲纏繞層、中間連接膠層、耐候耐老化外膠層,高壓水龍帶的兩端接頭常采用由壬連接(其在高壓震動(dòng)的環(huán)境下仍有很好的穩(wěn)定性),鍋爐用鋼,同一鋼號(hào)不同爐批號(hào)的碳含量的波動(dòng)已能控制在4個(gè)碳以下。鋼中的有害元素和夾雜物,危害極大,必須嚴(yán)加控制。鋼中的硫與鐵形成低熔點(diǎn)化合物,使鋼產(chǎn)生熱脆;磷使鋼產(chǎn)生冷脆和回火脆性。二者均會(huì)降低鋼的可焊性,導(dǎo)致焊接裂紋的產(chǎn)生。所以,對(duì)鍋爐和電站用鋼管的硫、磷含量限制很嚴(yán),如ASME標(biāo)準(zhǔn)中規(guī)定SA106B鋼管用鋼的S不大于0.025%,P不大于0.025%;T91鋼的S不大于0.01SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料的兩頭配有安全防護(hù)鏈。
產(chǎn)品用途:的尺寸相對(duì)應(yīng),卡爪的夾緊結(jié)構(gòu)如圖4-67所示,卡爪安在液壓缸上,液壓缸的活塞桿固定在動(dòng)夾具上,液壓缸前腔進(jìn)油推動(dòng)液壓缸前進(jìn)。對(duì)稱布置的兩液壓缸油路是連通的并組成一對(duì)卡爪,當(dāng)兩液壓缸帶動(dòng)各自的卡爪前進(jìn)到都卡住管體后,管路才可能升壓卡緊鉆桿管體,由于對(duì)焊時(shí)的頂鍛力很大,與之相應(yīng)的夾緊力就更大以防止管體打滑,因此夾緊裝置采用了三對(duì)卡爪,上述卡緊裝置的特點(diǎn)是SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料用于油田固井、修井及石油地質(zhì)勘探、小型鉆機(jī)等連接泥漿泵管匯和鉆桿水龍頭鵝頸管,輸送泥漿等高壓鉆井液。
產(chǎn)品優(yōu)勢:瑞銘橡塑生產(chǎn)的SY/T 5323輸送高壓泥漿膠管|輸送高壓泥漿膠管的材料與市場上同類產(chǎn)品相比具有內(nèi)層膠更耐磨、管體更柔軟、吸振效果更好;除此之外我們對(duì)高壓水龍帶由壬的焊縫進(jìn)行了特殊處理,避免了其在長期腐蝕磨損和高頻振蕩的環(huán)境下開裂。上述慣性摩擦焊接過程的節(jié)奏時(shí)間是很短的,以5inIEU、E級(jí)鉆桿為例,從工具接頭及鉆桿管體進(jìn)入焊機(jī)到焊好的鉆桿離開焊機(jī)全過程為80秒,其中摩擦焊接過程時(shí)間不到20秒,因此這臺(tái)焊機(jī)的生產(chǎn)效率很高。在鉆桿生產(chǎn)中,工具接頭是不可缺少的組成部分。因此在介紹鉆桿加工工藝的同時(shí),必須介紹工具接頭的加工工藝及其發(fā)展過程。工具接頭坯料一般可以通過二種方法生產(chǎn),一種是較普遍采
兩層鋼絲纏繞鉆井高壓水龍帶技術(shù)參數(shù)
|
層數(shù)*內(nèi)徑*工作壓力MPa |
膠管內(nèi)徑mm |
膠管外徑mm |
纏繞層外徑mm |
工作壓力MPa |
最小爆破壓力MPa |
最小彎曲半徑mm |
單位重量kg/m |
|
2SP-51-15 |
51 |
66 |
60.8 |
15 |
60 |
850 |
5 |
|
4SP-51-35 |
51 |
69 |
63.8 |
35 |
70 |
900 |
5.7 |
|
2SP-64-15 |
64 |
82 |
75 |
5 |
60 |
1000 |
5.7 |
|
2SP-76-15 |
76 |
99 |
92 |
15 |
60 |
1100 |
8.5 |
|
2SP-89-15 |
89 |
114 |
107 |
15 |
60 |
1200 |
9.5 |
|
2SP-102-15 |
102 |
126 |
119 |
15 |
60 |
1300 |
12 |
四層和六層層鋼絲纏繞鉆井高壓水龍帶技術(shù)參數(shù)
|
層數(shù)*內(nèi)徑*工作壓力MPa |
膠管內(nèi)徑mm |
膠管外徑mm |
纏繞層外徑mm |
工作壓力MPa |
最小爆破壓力MPa |
最小彎曲半徑mm |
單位重量kg/m |
|
4SP-51-35 |
51 |
69 |
63.8 |
35 |
87 |
900 |
5.7 |
|
6SP-51-50 |
51 |
71 |
66.8 |
45 |
87 |
1000 |
6.2 |
|
4SP-64-35 |
64 |
85 |
78 |
35 |
87 |
1100 |
6.7 |
|
4SP-76-35 |
76 |
107 |
101 |
35 |
87 |
1200 |
16.2 |
|
4SP-89-35 |
89 |
122 |
114 |
35 |
87 |
1300 |
18.4 |
|
4SP-102-35 |
102 |
139 |
132 |
35 |
87 |
1400 |
20.3 |
