







產(chǎn)品詳情




 上述慣性摩擦焊接過(guò)程的節(jié)奏時(shí)間是很短的,以5inIEU、E級(jí)鉆桿為例,從工具接頭及鉆桿管體進(jìn)入焊機(jī)到焊好的鉆桿離開(kāi)焊機(jī)全過(guò)程為80秒,其中摩擦焊接過(guò)程時(shí)間不到20秒,因此這臺(tái)焊機(jī)的生產(chǎn)效率很高。在鉆桿生產(chǎn)中,工具接頭是不可缺少的組成部分。因此在介紹鉆桿加工工藝的同時(shí),必須介紹工具接頭的加工工藝及其發(fā)展過(guò)程。工具接頭坯料一般可以通過(guò)二種方法生產(chǎn),一種是較普遍采
上述慣性摩擦焊接過(guò)程的節(jié)奏時(shí)間是很短的,以5inIEU、E級(jí)鉆桿為例,從工具接頭及鉆桿管體進(jìn)入焊機(jī)到焊好的鉆桿離開(kāi)焊機(jī)全過(guò)程為80秒,其中摩擦焊接過(guò)程時(shí)間不到20秒,因此這臺(tái)焊機(jī)的生產(chǎn)效率很高。在鉆桿生產(chǎn)中,工具接頭是不可缺少的組成部分。因此在介紹鉆桿加工工藝的同時(shí),必須介紹工具接頭的加工工藝及其發(fā)展過(guò)程。工具接頭坯料一般可以通過(guò)二種方法生產(chǎn),一種是較普遍采
 3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)
3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)
 )。目前寶鋼、天津、成都等廠(chǎng)都能生產(chǎn)上述抗硫油套管,天津還開(kāi)發(fā)了TP80SS、TP95S和TP105S等非API的抗硫套管。4.1.5油井管生產(chǎn)工藝的發(fā)展過(guò)程4.1.5.1管坯的生產(chǎn)各廠(chǎng)管坯的生產(chǎn)過(guò)程發(fā)展概況如下:鞍鋼從五十年代的:平爐煉鋼---鑄錠--初軋開(kāi)坯---軋制管坯。發(fā)展到2000年的:轉(zhuǎn)爐煉鋼------爐后精煉-----連鑄連軋-----軋制管坯。成都無(wú)縫從60年代的:平爐煉鋼-----鑄錠。發(fā)展到1
)。目前寶鋼、天津、成都等廠(chǎng)都能生產(chǎn)上述抗硫油套管,天津還開(kāi)發(fā)了TP80SS、TP95S和TP105S等非API的抗硫套管。4.1.5油井管生產(chǎn)工藝的發(fā)展過(guò)程4.1.5.1管坯的生產(chǎn)各廠(chǎng)管坯的生產(chǎn)過(guò)程發(fā)展概況如下:鞍鋼從五十年代的:平爐煉鋼---鑄錠--初軋開(kāi)坯---軋制管坯。發(fā)展到2000年的:轉(zhuǎn)爐煉鋼------爐后精煉-----連鑄連軋-----軋制管坯。成都無(wú)縫從60年代的:平爐煉鋼-----鑄錠。發(fā)展到1
 3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)
3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)





 出料共六軸受控,在輔機(jī)上的其他5組輥?zhàn)佣际菑膭?dòng)動(dòng)輥(空轉(zhuǎn)輥),中心托輥是由擺動(dòng)的上壓輥和2個(gè)托輥組成,共有3組,起到中心架作用,以防止轉(zhuǎn)動(dòng)中的管料擺動(dòng),在進(jìn)出料時(shí)其上壓輥可移開(kāi),第4組托輥則不帶上壓輥。為了保證管料加工時(shí)其軸線(xiàn)處于機(jī)床主軸中心線(xiàn)位置,因此各組托輥的位置要根據(jù)管料直徑大小予以相應(yīng)的調(diào)整。當(dāng)進(jìn)出料時(shí),為使管料順利進(jìn)出機(jī)床,送料輥及其他從動(dòng)輥
出料共六軸受控,在輔機(jī)上的其他5組輥?zhàn)佣际菑膭?dòng)動(dòng)輥(空轉(zhuǎn)輥),中心托輥是由擺動(dòng)的上壓輥和2個(gè)托輥組成,共有3組,起到中心架作用,以防止轉(zhuǎn)動(dòng)中的管料擺動(dòng),在進(jìn)出料時(shí)其上壓輥可移開(kāi),第4組托輥則不帶上壓輥。為了保證管料加工時(shí)其軸線(xiàn)處于機(jī)床主軸中心線(xiàn)位置,因此各組托輥的位置要根據(jù)管料直徑大小予以相應(yīng)的調(diào)整。當(dāng)進(jìn)出料時(shí),為使管料順利進(jìn)出機(jī)床,送料輥及其他從動(dòng)輥
 3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)
3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)



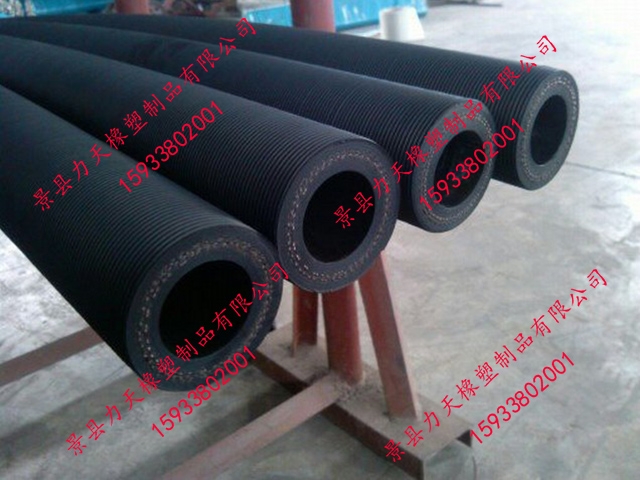
產(chǎn)品結(jié)構(gòu):3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)管體一般有耐磨耐油內(nèi)膠層、多層鋼絲纏繞層、中間連接膠層、耐候耐老化外膠層,高壓水龍帶的兩端接頭常采用由壬連接(其在高壓震動(dòng)的環(huán)境下仍有很好的穩(wěn)定性),原設(shè)有斜底再加熱爐,在以后生產(chǎn)時(shí)由于再加熱引起表面質(zhì)量不好,這座爐子就取消不用了,均整機(jī)也是二臺(tái),定徑機(jī)為二輥式七機(jī)架。原設(shè)計(jì)沒(méi)有再加熱爐,但在最近的改造工程中增建了再加熱爐和引進(jìn)德國(guó)德馬克公司的一臺(tái)十二機(jī)架三輥式定徑機(jī)。原設(shè)計(jì)其軋制產(chǎn)品規(guī)格為Φ114~426mm,壁厚4~40mm,(實(shí)際上在沒(méi)有減徑機(jī)的400mm機(jī)組上直接軋制140mm鋼管是十分困難的,軋制<140~114mm就3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)的兩頭配有安全防護(hù)鏈。
產(chǎn)品用途:管,省略了平鍛機(jī)前的頂管小車(chē)系統(tǒng),不僅簡(jiǎn)化了設(shè)備,而且免去了管料進(jìn)出模子的縱向移動(dòng),有利于實(shí)現(xiàn)加厚過(guò)程的自動(dòng)化,但不足之處是增加了管端加熱和加厚的道次。3)每次加厚后采用砂輪小車(chē)修磨加厚端的內(nèi)外表面,清除氧化鐵皮和小缺陷,從而提高了下一道次加厚的表面質(zhì)量,并便于管端螢光磁粉探傷。但上述加厚工藝也存在不足之處,由于感應(yīng)加熱速度快,加熱時(shí)間短,熱影響區(qū)3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)用于油田固井、修井及石油地質(zhì)勘探、小型鉆機(jī)等連接泥漿泵管匯和鉆桿水龍頭鵝頸管,輸送泥漿等高壓鉆井液。
產(chǎn)品優(yōu)勢(shì):瑞銘橡塑生產(chǎn)的3寸高強(qiáng)度鉆探膠管|高強(qiáng)度鉆探膠管哪里專(zhuān)業(yè)與市場(chǎng)上同類(lèi)產(chǎn)品相比具有內(nèi)層膠更耐磨、管體更柔軟、吸振效果更好;除此之外我們對(duì)高壓水龍帶由壬的焊縫進(jìn)行了特殊處理,避免了其在長(zhǎng)期腐蝕磨損和高頻振蕩的環(huán)境下開(kāi)裂。進(jìn)行其他無(wú)損檢驗(yàn)。426高壓鍋爐管的生產(chǎn)工藝特點(diǎn)和質(zhì)量保證措施4261高壓鍋爐管的生產(chǎn)工藝特點(diǎn)高壓鍋爐管按其生產(chǎn)方法可分為熱軋(擠壓)管和冷拔(冷軋)管。小口徑高壓鍋爐管,特別是合金鋼、不銹鋼管高壓鍋爐管大都采用冷軋、冷拔方法生產(chǎn)。其工藝流程見(jiàn)圖1。熱軋中,小口徑高壓鍋爐管一般采用連軋管機(jī)組、精密軋管機(jī)組、自動(dòng)軋管機(jī)組、頂管機(jī)組和擠壓機(jī)組生產(chǎn),生產(chǎn)工藝流程
兩層鋼絲纏繞鉆井高壓水龍帶技術(shù)參數(shù)
|
層數(shù)*內(nèi)徑*工作壓力MPa |
膠管內(nèi)徑mm |
膠管外徑mm |
纏繞層外徑mm |
工作壓力MPa |
最小爆破壓力MPa |
最小彎曲半徑mm |
單位重量kg/m |
|
2SP-51-15 |
51 |
66 |
60.8 |
15 |
60 |
850 |
5 |
|
4SP-51-35 |
51 |
69 |
63.8 |
35 |
70 |
900 |
5.7 |
|
2SP-64-15 |
64 |
82 |
75 |
5 |
60 |
1000 |
5.7 |
|
2SP-76-15 |
76 |
99 |
92 |
15 |
60 |
1100 |
8.5 |
|
2SP-89-15 |
89 |
114 |
107 |
15 |
60 |
1200 |
9.5 |
|
2SP-102-15 |
102 |
126 |
119 |
15 |
60 |
1300 |
12 |
四層和六層層鋼絲纏繞鉆井高壓水龍帶技術(shù)參數(shù)
|
層數(shù)*內(nèi)徑*工作壓力MPa |
膠管內(nèi)徑mm |
膠管外徑mm |
纏繞層外徑mm |
工作壓力MPa |
最小爆破壓力MPa |
最小彎曲半徑mm |
單位重量kg/m |
|
4SP-51-35 |
51 |
69 |
63.8 |
35 |
87 |
900 |
5.7 |
|
6SP-51-50 |
51 |
71 |
66.8 |
45 |
87 |
1000 |
6.2 |
|
4SP-64-35 |
64 |
85 |
78 |
35 |
87 |
1100 |
6.7 |
|
4SP-76-35 |
76 |
107 |
101 |
35 |
87 |
1200 |
16.2 |
|
4SP-89-35 |
89 |
122 |
114 |
35 |
87 |
1300 |
18.4 |
|
4SP-102-35 |
102 |
139 |
132 |
35 |
87 |
1400 |
20.3 |
