










產品詳情
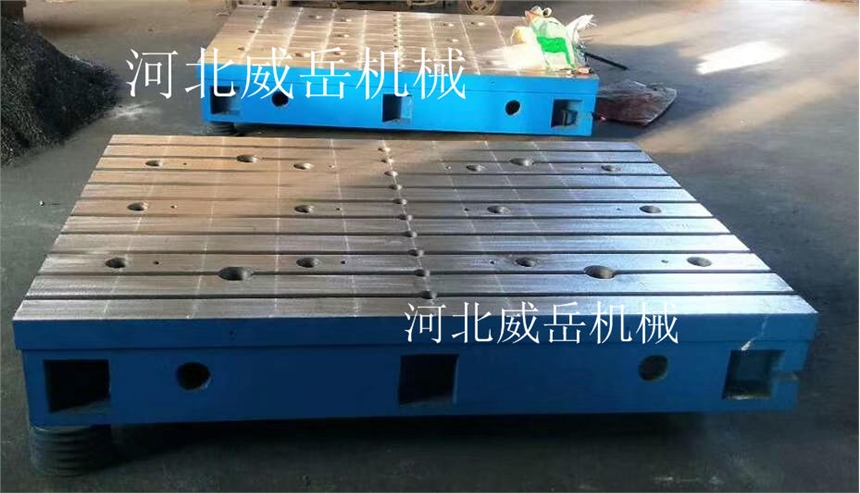
鑄鐵試驗平臺用途比較廣泛,應用于機械制造、化工、五金、航空航天、石油、汽車制造、儀器儀表制造等行業。 鑄鐵試驗平臺 鑄鐵試驗平臺:主要用于檢驗工件誤差的基準,檢驗平板/檢驗平臺在機械制造過程中起著至關重要的作用它是每個工件出廠前檢驗的基本基準工具。鑄鐵試驗平臺在生產過程中,會出現重量的偏差。往往鑄鐵試驗平臺的設計考慮到鑄造誤差和機械加工的誤差,鑄鐵平臺的重量誤差一般不得超過10%,超過10%時,要對鑄鐵試驗平臺的質量做進一步的鑒定才可以確定此鑄鐵平臺是否可以投入使用。那為
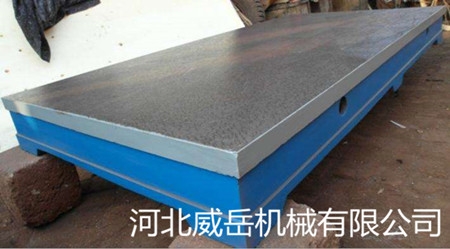
何在鑄鐵試驗平臺鑄造工藝流程中會有人工刮研這個工藝?通常用于觸摸外表可所以無相對運動的也可所以有相對運動的,刮后能使鑄鐵檢驗平板外表平面度非常好,觸摸更加好,觸摸點更多,并且有必定硬化外表加強耐磨才能的效果。用刮刀以人工辦法修整工件外表形狀、粗糙度等,叫刮研。
刮研平面用于未淬火的鑄鐵檢驗平板工件,它可使兩個平面之間到達嚴密觸摸,能取得較高的形狀和方位精度,加工精度可達IT7級以上,外表粗糙度值Ra0.8~0.1μm。刮研后的鑄鐵檢驗平板平面能構成具有潤滑油膜的滑動面,因此能削減相對運動外表間的磨損和增強零件接合面間的觸摸剛度。刮研外表質量是用單位面積上觸摸點的數目來鑒定的,粗刮為1~2點/cm2,半精刮為2~3點/cm2,精刮為3~4點/cm2。
電站、科研、航空、電器、外表、醫療器械等生產領域加工精度和外表質量需求較高的職業所需求的鑄鐵平板都需求刮研。
刮和研是兩種手藝修整鑄鐵檢驗平板工件外形及外表粗糙度、圓度等的鉗工技術。




刮:利刃去掉工件外表的凸點,使工件外表潤滑。通常用于軸瓦、缸套等內圓修整方面。
研:即研磨,研磨不只能夠去掉工件外表的凸點使工件外表潤滑,并且可修整工件的外形,銼刀和砂紙是常用工具,通常用于車床導軌、軸的外徑等的外表修整。兩種技術方法是常常一同選用的。
刮研深度對鑄鐵試驗平臺的使用周期影響
以下我們對20塊鑄鐵試驗平臺和檢驗平板作的調查檢測結果。鑄鐵試驗平臺 鑄鐵試驗平臺:主要用于檢驗工件誤差的基準,檢驗平板/檢驗平臺在機械制造過程中起著至關重要的作用它是每個工件出廠前檢驗的基本基準工具。以反應刮研深度對鑄鐵平臺平板的使用周期的重要影響。
鑄鐵試驗平臺接觸點在25~27,接觸面積為20%左右;2號鑄鐵試驗平臺接觸點25~29,接觸面積在10%左右。
對20塊鑄鐵試驗平臺所做的磨損(零部件失效的一種基本類型)情況調查結果為:2塊泊頭產鑄鐵試驗平臺,一塊使用在五年以上,仍在正常使用;另一塊使用也在五年以上,由于保管不善,造成銹蝕進行了修復。其余18塊外省市鑄鐵試驗平臺,使用時間均為一年,經檢定10塊磨損(零部件失效的一種基本類型)嚴重已經不合格,需要重新修復;8塊仍可使用,但已出現一部分斑點連片現象。對刮研深度作一簡單的處理取平均值,1號鑄鐵平板深度為37.36微米,2號鑄鐵試驗平臺刮研深度為9.06微米,二者相差3倍多。根據磨擦曲線損量與摩擦時間的關系,鑄鐵試驗平臺使用始終處于初期磨損階段,曲線呈線性,磨損量與摩擦時間是正比關系。從上面的鑄鐵試驗平臺磨損情況、的調查可得,1號平板是2號平板使用壽命的五倍。很明顯可以看出,刮研深度對鑄鐵試驗平臺的使用壽命的影響是不容忽視的。
