
設 備
1.永宏: fbs-24mct 1臺
2.gsk伺服1套: di20-m10b(驅動器)/80sjt-m032e(電機)
3.dc24v1個
4.信號線若干
查看驅動器引腳定義并選擇控制模式
位置控制模式:查看伺服引腳定義,這里用最少的信號線實現電機轉動。
son:為on時,開啟伺服使能。當然伺服使能功能可以通過參數來修改,該信號可由參數pa54設置。
pa54=0:只有當外部輸入信號son為on時,才能被使能;
pa54=1:驅動單元內部強制電動機使能,而不需要外部輸入信號son。
ccw/cw:驅動禁止信號,一般和行程開關配合使用,避免超程,該信號可由參數pa20設置。
pa20=0:使用驅動禁止功能;
pa20=1:不使用驅動進制功能。
rdy:驅動單元準備好信號,當電機通電勵磁時該信號有輸出。
位置指令輸入信號
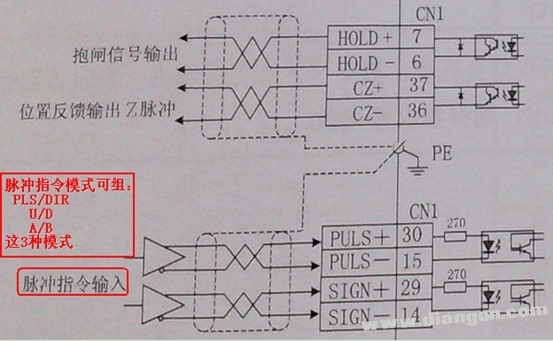
這里位置輸入信號可以采用差分驅動或者單端驅動接法,由于選用的fbs-24mct為集電極開路輸出形式,所以采用單端驅動接法。
伺服驅動單端驅動方式限定外部電源最大電壓為25v時,需要串接一個限流電阻r
依據:vcc=24v,r=1.3kω~2kω;vcc=12v,r=510kω~820kω;vcc=5v,r=0;
頻率限制為:
pls/dir:最高脈沖頻率 500khz
u/d:最高脈沖頻率 500khz
a/b:最高脈沖頻率 300khz
控制線制作
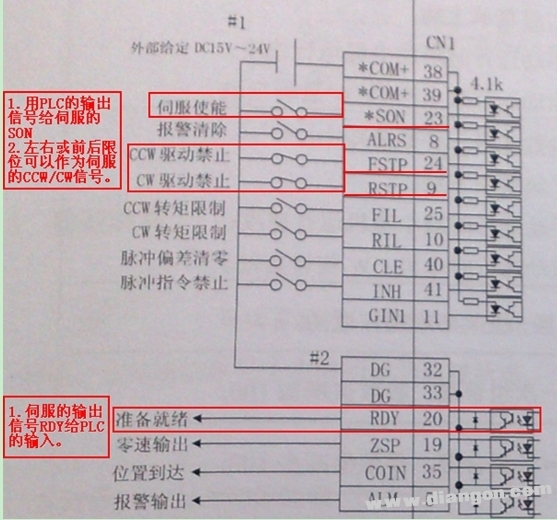
gsk隨機附帶一個44針插座,依據引腳圖,把需要的控制信號接線出來。在這里把有可能用到的信號線都接出來,但是這些信號在伺服控制中并不都是必要的,下圖中用藍色線表示伺服的輸出信號給plc的輸入,紅色表示plc的輸出給伺服的輸入,另外開關電源的正、負分別用紅、藍表示。
1)選取需要的控制信號


2)伺服同plc的接線圖
這里從伺服給plc的輸入信號只取了srdy,plc給伺服的信號有son、fstp(ccw)、rstp(cw)、puls/sign這幾個信號。

伺服調試
·取出驅動器、電機,電機至驅動的編碼器連接線和電機至驅動的電源線,出廠都已配置好,這里只要按照指示接好即可。
·把plc至驅動器的控制信號線接好。
1.伺服的手動調試
1)伺服參數設定
gsk伺服上電之后,可以先采用驅動器本身自帶的手動功能,該功能模式下,伺服的轉動由驅動器按鍵來控制,進入pa參數菜單,設置一下參數:
pa4=3:手動方式,在sr-菜單下操作,用↑、↓鍵進行加、減速操作。
pa20=1:驅動禁止功能無效,此時只是利用驅動器本身來調試,所以把ccw\cw功能先屏蔽。
pa54=1:驅動單元內部強制電機使能,而不需要外部輸入信號son。
參數設置完成以后,保存后下電。
2)手動運行步驟
1.驅動器上電,顯示 r - 0,是電機運行速度監視窗口。
2.檢查pa1參數是否和使用的電機代碼一致。
3.以上2步都無誤后,進入“sr- /sr-red” 菜單下后,按↑、↓鍵開始運行電機。
2.plc控制運行
伺服在手動調試下運行正常,現在進入plc的上位控制,該控制中plc的從伺服引入的io如下:
bbbbb:
srdy——x2
output:
puls-: y0
sign-: y1
ccw: y2
cw: y3
son: y4
為了控制方便,這里先把ccw\cw信號使能屏蔽。
1) 伺服參數設置
pa4=0: 位置方式。
pa12:齒輪倍頻系數(電子齒輪分子),設為2。
pa13: 電子齒輪分頻系數(電子齒輪分母),設為1。
pa14=0:位置方式下,脈沖輸入模式:脈沖+方向。
pa15=0: 位置指令方向維持原指令方向。
pa20=1: 驅動禁止功能無效(即屏蔽ccw/cw使能信號)。
pa54=0: 外部son使能。
參數修改完畢后,存儲后下電,重新上電。
2) 相關計算
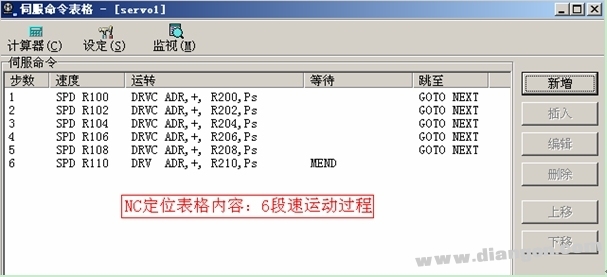
在這里先做一個的多段速運行程序,運動過程
1.以速度1000rpm轉10圈
2.接著以速度1200rpm轉20圈
3.接著以速度1400rpm轉30圈
4.接著以速度1600rpm轉40圈
5.接著以速度1800rpm轉50圈
6.接著以額定速度2000rpm運行60圈
7.停頓一定時間后,從第1步開始重復。
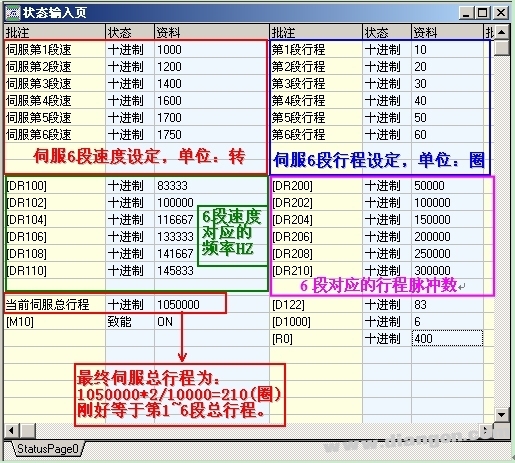
由手冊知道,伺服每轉1圈,編碼器反饋10000ps,又電子齒輪設定為2,所以plc每發出5000ps,伺服就轉動1圈
即第一段行程10圈對應的脈沖數=10圈×5000ps/圈=50000ps
其它段的行程脈沖計數同此式。
把伺服需要的速度轉化成plc的脈沖數,以1000rpm為例,假設plc需要發出的脈沖數為x,電子齒輪設定是2,則有
得:x=83333.3hz
由此公式,可求得其它速度所對應的plc脈沖數。
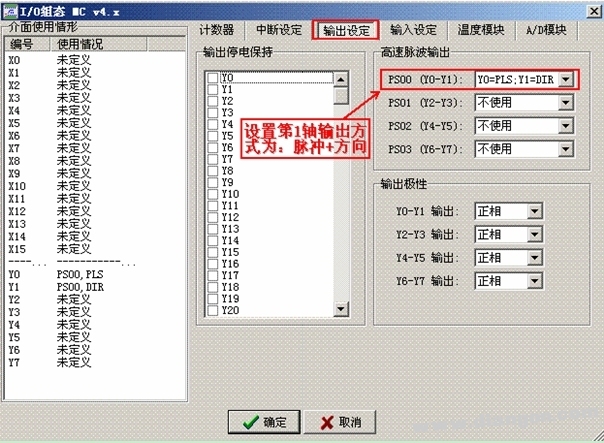
3) plc參數的設置
fbs-24mct的脈沖輸出點共有4軸(8點),為y0~y7,默認y0~y3為高速200k,y4~y7為中速20k。要使得plc的高速點輸出脈沖時,需要先對這幾個點的輸出進行組態,點擊永宏編程軟件菜單欄中的“專案\io組態”進入組態頁面
4) 程序的編寫
設置完成之后即可進入程序的編寫。
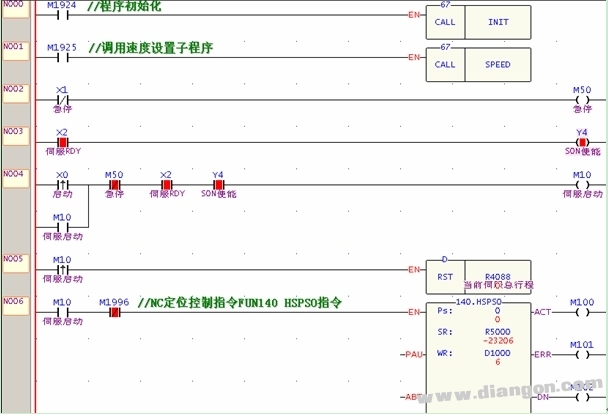

5) nc定位表格的編輯
用鼠標左鍵點擊 fun140 指令,然后在英文輸入狀態下,按鍵盤上的 z 鍵進入nc定位表格的編寫,最終結果如下
6)子程序內容
init子程序主要是做一些初始化,如下

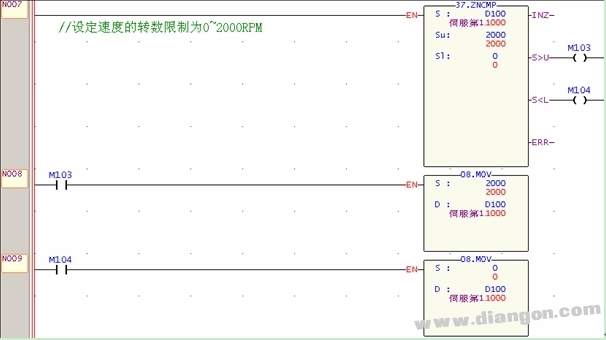
speed子程序,主要把輸入的速度和形成轉化成plc所需要產生的脈沖個數,這里以第1段速度和行程的換算為例,由于這里伺服的額定轉速為2000rpm,所以在速度設定的時候,要防止輸入轉數超過該值。

7) 上電運行調試
程序編寫完成后,讓plc處于run狀態,在輸入頁中進行數值監控,如下
總 結
由于該示例中plc的輸入信號只從伺服抓取了srdy,其它點位接線同srdy的接法一樣。plc輸出給伺服的信號只有pls\dir和son,其它信號的接法類似。gsk伺服只需要極少的幾根控制線就可以實現伺服的運轉,永宏plc的定位指令全部在nc表格中填寫即可。








