














產品詳情
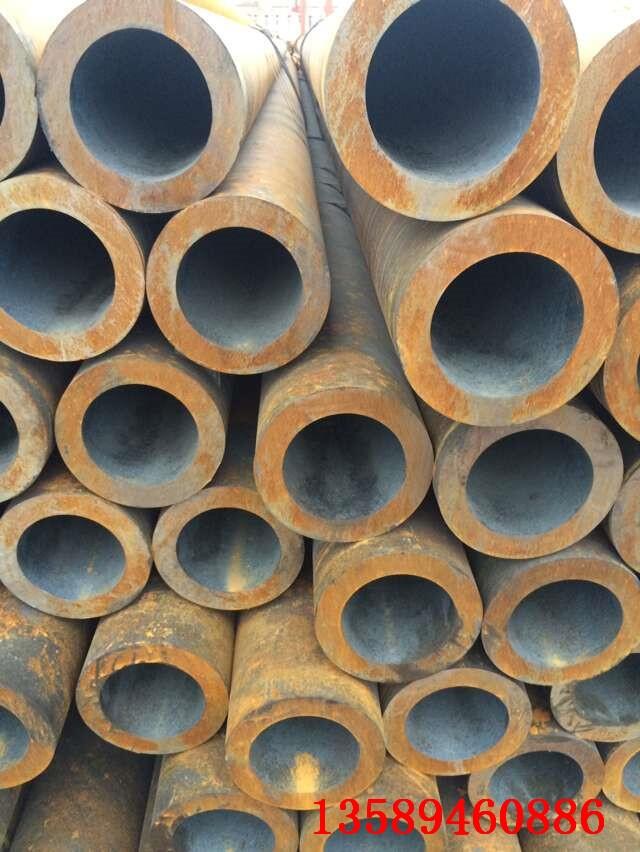
外圓68毫米里眼36毫米省煤器管報價要想效益好,就要質量高。強化服務意識,顧客才會再來。提供的服務,樹立的品質意識。善戰者,求之于勢,不責于人,故能擇人優勢。SO9000不是口號,是實際的付出,行動的配合。團結一條心,石頭變成金。M管理始于訓練,止于訓練。堅持管理,生產產品,提供服務,創建企業。
 馬虎是追求品質大的障。跨越今日的視野,擴展21世紀的眼光。整理有心做長度,處處整齊好管理。百尺竿頭,更進一步。設計合理的品質,為品保之步。作為一家專業研發生產合金管的公司,酸洗鈍化的工藝流程。除油槽用鋼板制造,內壁鋪PVC或聚乙烯。運用12-15%的(按體積)進行化學除油處理,溫度為40℃~60℃,時刻為2~4小時。
馬虎是追求品質大的障。跨越今日的視野,擴展21世紀的眼光。整理有心做長度,處處整齊好管理。百尺竿頭,更進一步。設計合理的品質,為品保之步。作為一家專業研發生產合金管的公司,酸洗鈍化的工藝流程。除油槽用鋼板制造,內壁鋪PVC或聚乙烯。運用12-15%的(按體積)進行化學除油處理,溫度為40℃~60℃,時刻為2~4小時。
1. 直接高頻電焊鋼管:GB/T13793-92
 5.吹干酸洗鈍化無縫鋼管加工價格鈍化后,先用水沖洗,然后再用干燥無油空氣吹干管內壁。此時碳銅管內壁一般呈銀灰色,即認為合格。20G高壓鍋爐管達到要求的管端坡口尺寸試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能。12.倒棱:將檢驗合格后的鋼管進行管端加工,鍋爐管達到要求的管端坡口尺寸,13.超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑,水壓后可能產生的缺陷,14.X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片。
5.吹干酸洗鈍化無縫鋼管加工價格鈍化后,先用水沖洗,然后再用干燥無油空氣吹干管內壁。此時碳銅管內壁一般呈銀灰色,即認為合格。20G高壓鍋爐管達到要求的管端坡口尺寸試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能。12.倒棱:將檢驗合格后的鋼管進行管端加工,鍋爐管達到要求的管端坡口尺寸,13.超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑,水壓后可能產生的缺陷,14.X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片。
H2S和S02M加速氧原子向鐵基體的擴肢,As和Sb會阻止氫原子向氫氣的改變,這些都簡單導致氫脆。為了避免和氫脆,硫酸酸洗時應盡規不在低濃度,高溫度下進行,在酸洗液中參加適當的緩蝕劑,避免酸洗時刻過長,酸洗好的合金鋼管要及時取出,可在150-200℃時枯燥去氫或許停放24小時以上進行自然去氫。
馬虎是追求品質大的障。跨越今日的視野,擴展21世紀的眼光。整理有心做長度,處處整齊好管理。百尺竿頭,更進一步。設計合理的品質,為品保之步。作為一家專業研發生產合金管的公司,酸洗鈍化的工藝流程。除油槽用鋼板制造,內壁鋪PVC或聚乙烯。運用12-15%的(按體積)進行化學除油處理,溫度為40℃~60℃,時刻為2~4小時。1. 直接高頻電焊鋼管:GB/T13793-92
5.吹干酸洗鈍化無縫鋼管加工價格鈍化后,先用水沖洗,然后再用干燥無油空氣吹干管內壁。此時碳銅管內壁一般呈銀灰色,即認為合格。20G高壓鍋爐管達到要求的管端坡口尺寸試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能。12.倒棱:將檢驗合格后的鋼管進行管端加工,鍋爐管達到要求的管端坡口尺寸,13.超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑,水壓后可能產生的缺陷,14.X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片。H2S和S02M加速氧原子向鐵基體的擴肢,As和Sb會阻止氫原子向氫氣的改變,這些都簡單導致氫脆。為了避免和氫脆,硫酸酸洗時應盡規不在低濃度,高溫度下進行,在酸洗液中參加適當的緩蝕劑,避免酸洗時刻過長,酸洗好的合金鋼管要及時取出,可在150-200℃時枯燥去氫或許停放24小時以上進行自然去氫。
