
















產品詳情
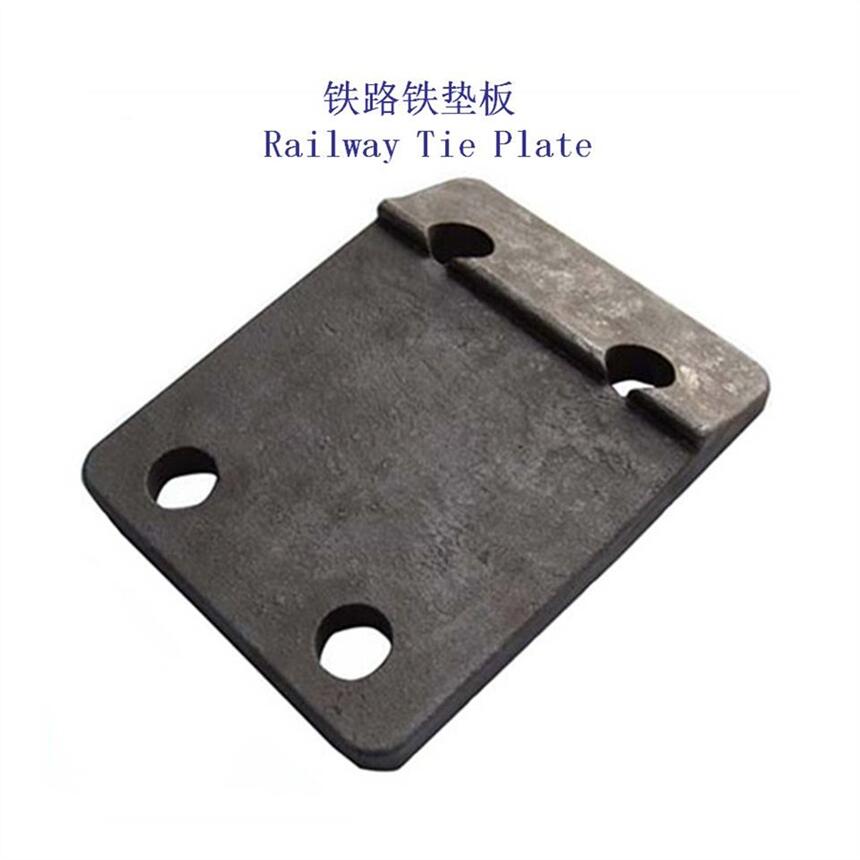
內蒙古天車鋼軌扣件墊板、WJ-8型鐵墊板生產廠家
應順原地面,5(內檔65+2-1 )mm×(7~12)mm,更換時須三面滿焊,但磨耗板外側焊縫允許中間70mm不焊;焊裝磨耗板后滑槽高度(上、下承臺間距)應為56~58mm,側架滑槽高度小于64mm時允許以厚度為6mm的磨耗板代用。天車鋼軌扣件墊板

.為統一各國出口信用業務規范,交流業務,共享風險信息,研究風險控制技術,總結和研討業務發展方向,促進出口信用的健康發展。建議在熱處理前先的清洗和漂洗緊固件,完全除去緊固件的堿性殘留物。 2.凡能采用品質機動幅度或品質公差的商品,應訂明幅度的上下限或公差的允許值。 信用證采用的電文系化,并在電文的末尾有,若來往不相符,會自動予以拒絕。但焊死后內部金屬結構問題有時候攻絲會比較困難。技術方案
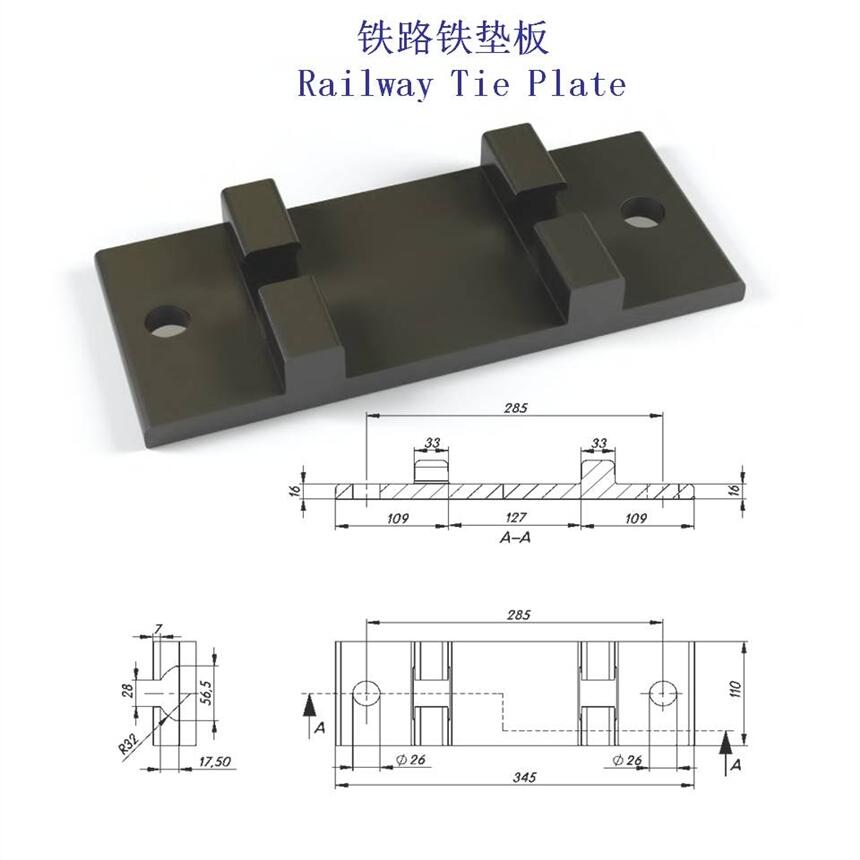
鋼軌和軌枕之間軌下鐵墊板是軌道結構中的重要部件之一,在輪軌動力系統中起著重要的減振作用。隨著重載鐵路運輸的發展,軸重日益增加,在鋼軌逐漸重型化的同時,對墊板的性能提出了更高要求,求墊板的減振性能好、耐沖擊、使用壽命長。鐵路軌下鐵墊板的生產工藝目前有三種:鍛造、鑄造、軋制,根據不同的客戶需要加工定制。

因此扣件設計時涉及許多復雜的、內容繁多的技術問題。一般,鋼軌扣件的設計程序。 設計荷載 鋼軌扣件是被大量使用的軌道部件,它在軌道中的地位和作用十分重要。扣件結構復雜,零部件繁多,每一零部件的損傷失效都會對扣件整體工作的可靠性帶來深刻影響。 工藝特性:機械鍍鋅工藝的鍍鋅對度鋼不產生氫脆危害。應選擇的包裝造型、材料、體積、重或印制條形碼。這了新型刀片鍍層技術的誕生,它被證明在性能上大大超越了原械乃平,特別是加工鋼件。緊固件屬于钚瞪璞干銑S玫牧悴考,也是重要的零部件,因此表面、銳角和棱邊都需要達到極高的金屬潔凈度。 第三種、機械鍍鋅 機械鍍鋅是在鋅粉及分散劑,促進劑,介質等存在的條件下,利用沖擊介質,沖擊碰撞鋼鐵制件表面,而在制件表面形成鍍鋅層得表面處理工藝。天車鋼軌扣件墊板

墊層采用長壽命熱塑性彈性體材料制成。天車鋼軌扣件墊板
原止擋焊縫開裂時焊修,丟失時補裝。焊裝位置、擋塊尺寸。 5.3.1.4滑槽磨耗板磨耗深度大于3mm或裂紋時更換為新品,卡入式滑槽磨耗板材質為T10或47Mn2Si2TiB;滑槽磨耗板壓裝前須清除滑槽磨耗板平面及滑槽內表面焊渣和突起物,上下表面須平整,不得涂抹任何油脂,壓裝須正位(滑槽磨耗板凸起落入滑槽凹槽內),不正位時須進行調整直至正位。帶動蝸輪16旋轉,
內蒙古天車鋼軌扣件墊板、WJ-8型鐵墊板生產廠家
