

在標簽印刷與包裝行業中,不干膠標簽分切機(又稱不干膠模切機或復卷分切機)是后道加工工序中的核心設備。它將印刷好的大幅卷筒材料,按照客戶需求的尺寸分切為成品卷,其精度和效率直接決定了標簽的出貨質量和生產成本。
本文將為您詳細解析不干膠標簽分切機的定義、核心工作原理,并提供實用的選型建議。
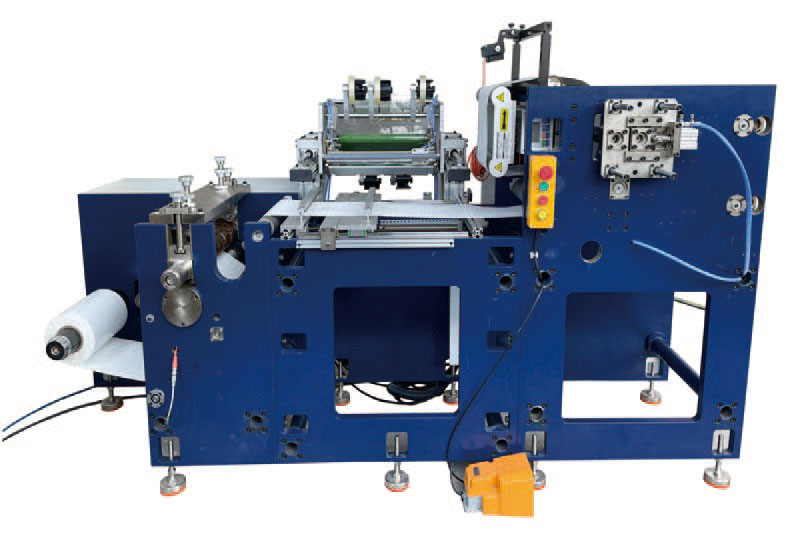
一、什么是“不干膠標簽分切機”?
不干膠標簽分切機是一種專門用于將寬幅的不干膠材料(如紙張、薄膜、鋁箔等)通過圓刀或平刀進行縱向切割,并重新收卷成特定寬度小卷的設備。
它不僅僅是簡單的“切紙”。由于不干膠材料由“面紙+膠水+底紙”三層結構組成,分切機在切割過程中必須處理好切穿面紙但不切穿底紙(模切)與完全切斷(分切)兩種狀態。此外,設備還需要具備排廢、靜電消除、張力控制等功能,以確保收卷端面整齊、無氣泡、無粘連。

二、工作原理
不干膠標簽分切機的工作流程可以概括為:放卷 -> 糾偏 -> 張力控制 -> 分切 -> 排廢 -> 收卷。
1. 放卷系統
大卷的原材被安裝在放卷軸上,通過氣脹軸固定。放卷部分通常配備自動糾偏系統,通過光電傳感器檢測材料的邊緣,保證材料在高速運行中始終處于直線狀態,防止切割偏差。
2. 張力控制
這是分切機的核心技術難點。不干膠材料具有延展性,張力過大會導致標簽拉伸變形或底紙斷裂;張力過小則會導致收卷松散、跑偏。現代分切機采用矢量變頻電機配合閉環張力控制系統,通過浮動輥或張力傳感器實時調整放卷與牽引的速度差,保持恒定的張力。
3. 分切單元
分切單元由一組精密刀架組成,主要分為兩種刀型:
? 圓刀分切:采用上下兩軸對切的方式,像剪刀一樣工作。適合高速運轉,壽命長,是目前工業分切機的主流配置。
? 平刀分切:類似剃須刀片,安裝在下刀槽上。成本較低,但精度略遜于圓刀,適合低速、窄幅或薄膜類材料的分切。
在分切過程中,操作員通過調節刀間距來設定成品的寬度。
4. 排廢與收卷
分切完成后,多余的邊角料(廢邊)通過排廢風機或吹氣裝置排出。最后,分切好的多條窄幅標簽分別被各自的收卷軸進行收卷。高品質的收卷軸采用獨立滑差軸技術,能夠根據每一卷材料的實際張力自動調整扭矩,確保內外圈收卷松緊度一致,避免出現“菊花芯”或端面參差不齊的現象。
三、選型指南:如何挑選合適的分切機?
面對市場上品類繁多的分切機,企業應從以下五個維度進行綜合考量:
1. 根據材料特性選型
? 紙張類不干膠:對精度要求相對較低,普通皮帶式傳動分切機即可滿足。
? 薄膜類不干膠(如PE、PP、PET):薄膜材料易拉伸、易產生靜電。建議選擇表面收卷機型,且必須配備靜電消除裝置和閉環張力控制系統,以防止收卷起皺和滑卷。
? 特殊材料(如燙金紙、鐳射膜):需要高硬度的刀軸和防刮傷設計。
2. 分切精度
精度是衡量設備檔次的核心指標。普通分切機的精度通常在 ±0.1mm 至 ±0.2mm 之間。如果您從事的是電子標簽、醫藥標簽等高附加值產品,建議選擇精度達到±0.05mm的高端伺服驅動分切機。
3. 自動化程度
? 半自動/手動:適合小批量、多品種、打樣需求的工廠。
? 全自動:具備自動排刀、自動接紙、自動卸料功能。適合大批量生產,能大幅降低人工成本。目前行業趨勢是配備MES接口的智能分切機,實現生產數據的實時采集。

4. 刀架結構
? 固定式刀架:價格便宜,但換刀時間長,適合長期切同一種規格的產品。
? 移動式/懸臂式刀架:可以快速調整切割位置,適合頻繁切換訂單的印刷廠。部分高端機型采用伺服自動排刀系統,換單時間可縮短至3分鐘內。
5. 安全性能
分切機屬于高速運轉設備(通常線速度在 150m/min - 400m/min 之間)。選型時必須確認設備是否配備:
? 緊急停止拉線(沿機身全長布置)。
? 光幕保護裝置(手伸入危險區域自動停機)。
? 符合CE或GB安全標準。
四、總結
德力實不干膠標簽分切機是連接印刷與出貨的“最后一公里”設備。在選購時,不應只關注價格,而應重點考察張力控制的穩定性、收卷的整齊度以及換單的便捷性。
隨著標簽行業向“短單化、多樣化、高精度”方向發展,具有快速換單功能、伺服閉環張力控制以及數字化管理能力的智能分切機,將成為印刷包裝企業提升核心競爭力的關鍵投資。
(注:具體設備參數及報價請咨詢相關制造廠商,結合自身產能與實際工藝需求進行實地打樣測試。)
特別聲明:以上內容(如有圖片或視頻亦包括在內)為自媒體平臺“機電號”用戶上傳并發布,本平臺僅提供信息存儲服務
Notice: The content above (including the pictures and videos if any) is uploaded and posted by a user of JDZJ Hao, which is a social media platform and only provides information storage services.




































